



חותך קצף הוא כלי נהדר לייצור חלקים למטוסים. מכונה זו מאפשרת לך לחתוך במדויק כל צורה של הפרופיל האווירודינמי על פי CAD.
למכונה חוט ניכרום שנמתח בין שני מכוונים. הזרם מועבר דרך החוט, החוט מחומם והמובילים נעים, חותכים קווי מתאר מורכבים, כמו כנפיים חרוטי. כל ציר מונע על ידי מנוע צעד דרך הציר, חגורת GT2 והגלגלת. כוח החיתוך צריך להיות מינימלי ועל המבנה להיות נוקשה מספיק כדי לעמוד במתח החוט המתוח בין התומכים.
מדובר במכונה בעלת 4 צירים אמיתיים, שיכולה לחתוך צורות שונות משני הצדדים בו זמנית, ולכן עולה הבעיה כיצד לשלוט על ארבעה צירים עצמאיים בו זמנית. הדרכות רבות מתמקדות במכונות בעלות 3 צירים, כמו מדפסות תלת מימד, אך נראה כי אין די בתיעוד ליצירת מכונה בעלת 4 צירים באמצעות חלקים זמינים ותוכנת קוד פתוח. המאסטר מצא כמה אנשים שעשו פרויקטים דומים באמצעות ארדואינו וגרבל, והחליט להכין מכונה משלו.
כלים וחומרים:
- דיקט (12 מ"מ);
מוטות מתכות;
- בורג עופרת (M8 x 600 מ"מ);
- צימוד מוטורי M8-M5 (M8 לבורג ההובלה ו- M5 לפיר המנוע);
-ארדואינו מגה 2560;
-RAMPS 1.4;
מנועי צעד (אחד לכל ציר);
-A4988 נהג צעד (אחד לכל מנוע צעד);
- אספקת חשמל 12 וולט לארדואינו + רמפות;
-ספק כוח משתנה (מטעני ליפו במצב חוט חם);
-חוט ניכרום;
שלב ראשון: תוכנה
החלק הקשה ביצירת CNC בעל 4 צירים הוא מציאת תוכנה לייצור קוד G ושליטה במכונה. חיפוש תוכנה הוביל ליוצר https://www.marginallyclever.com/2013/09/how-to-build-a-4-axis-cnc-gcode-interpreter-for-arduino/, שפותח על ידי Marginally חכמה, המשתמשת מסך Arduino Mega 2560 ו- CNC Ramps 1.4.
מידע מסוים שימש את המחברים הבאים: רקית ו rcgroups.com
Grbl Hotwire Controller.zip
GRBL8c2mega2560RAMPS.zip
FoamXL 7.0.zip
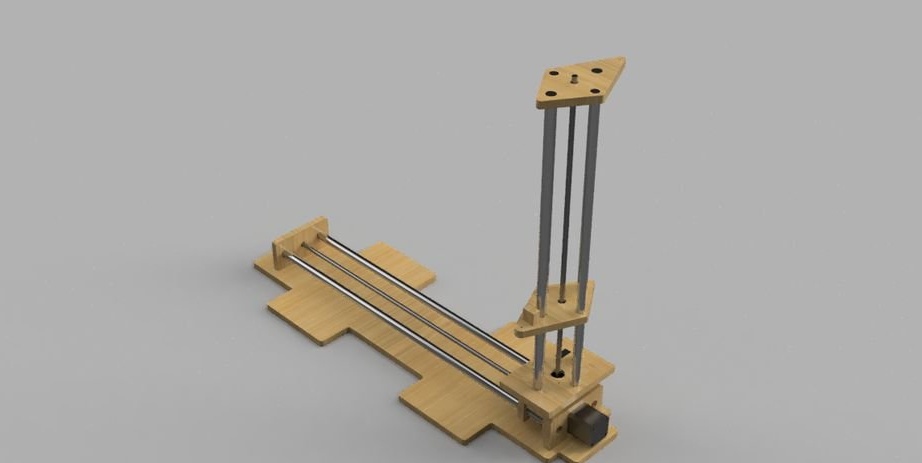
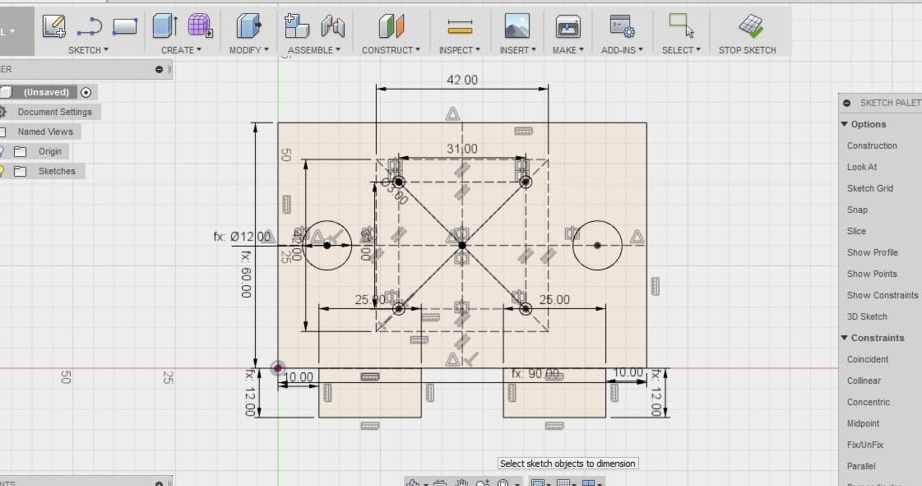
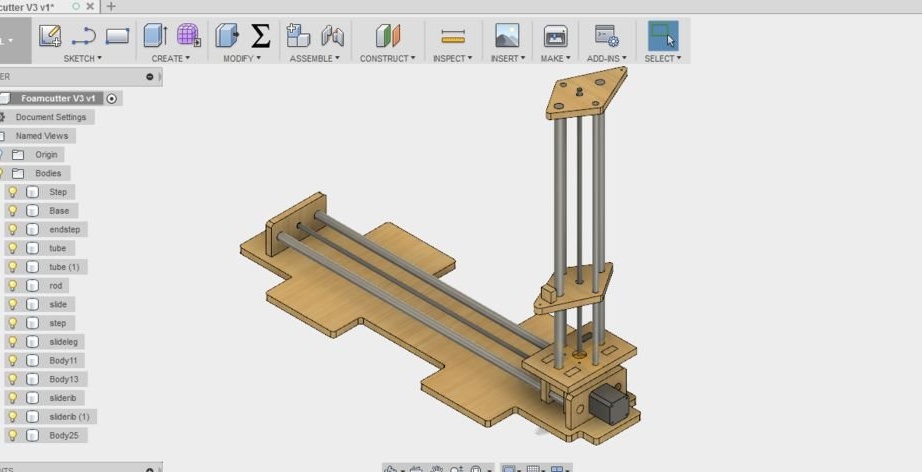
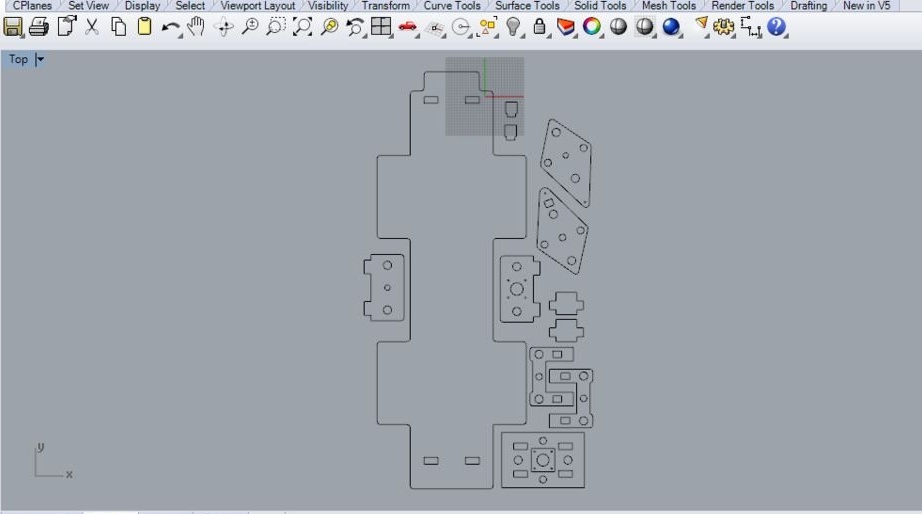
שלב שני: הרכבת מכונה
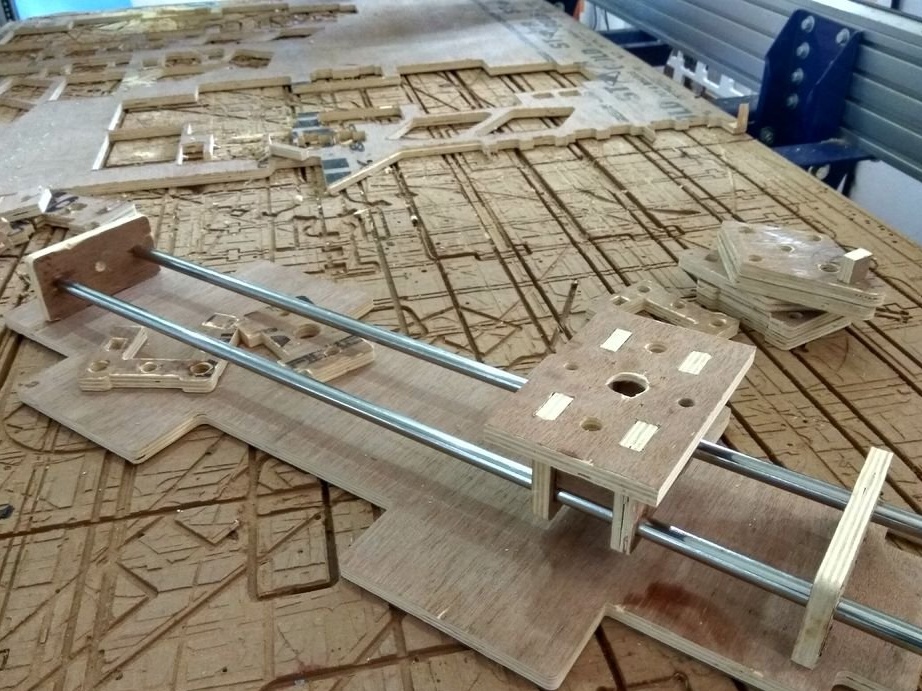
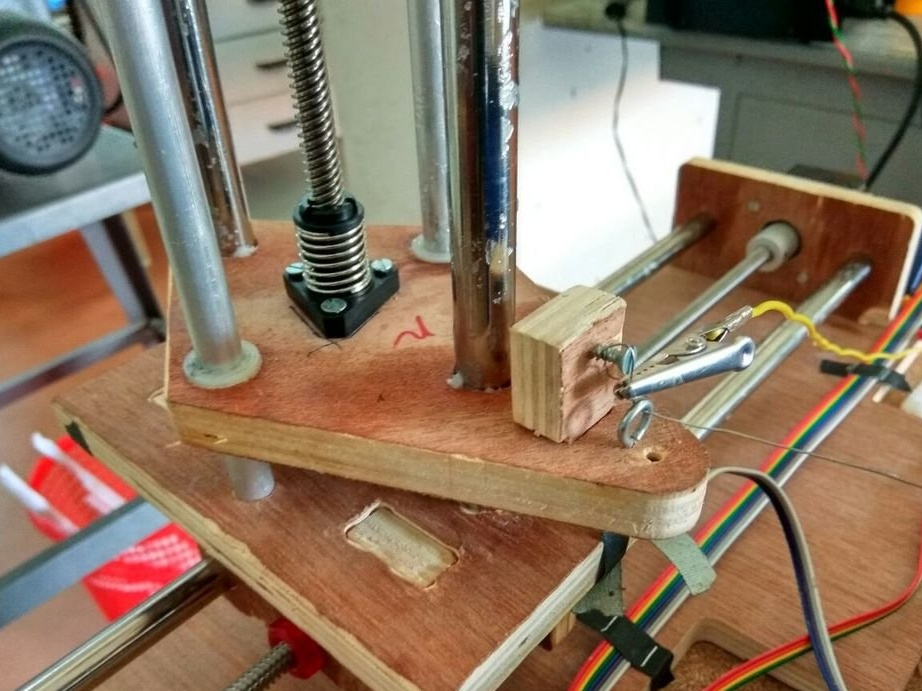
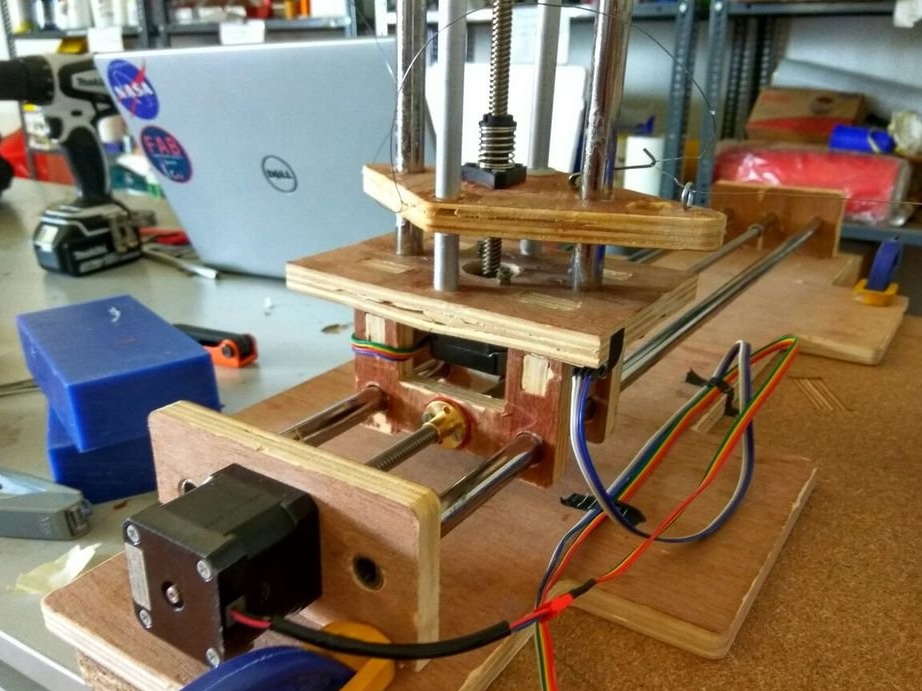
העיצוב עשוי מדיקט 12 מ"מ. המכלול הקווי עשוי צינורות פלדה בקוטר 1/2 אינץ 'עם אבני הזזה דיקט. ניתן לשפר את תכנון בלוקי הזזה על ידי התקנת מיסב או שרוול ליניארי.מכיוון שהאדון משתמש בורג מוביל, יש לו מספיק מומנט בכדי להתגבר על החיכוך ללא מיסב. שני צינורות פלדה תומכים ומחזיקים את בלוק ההנחיה באותו ציר.
עמודים אנכיים מונחים על גבי גוש ההנחיה האופקי. יש לו ארבעה צינורות.
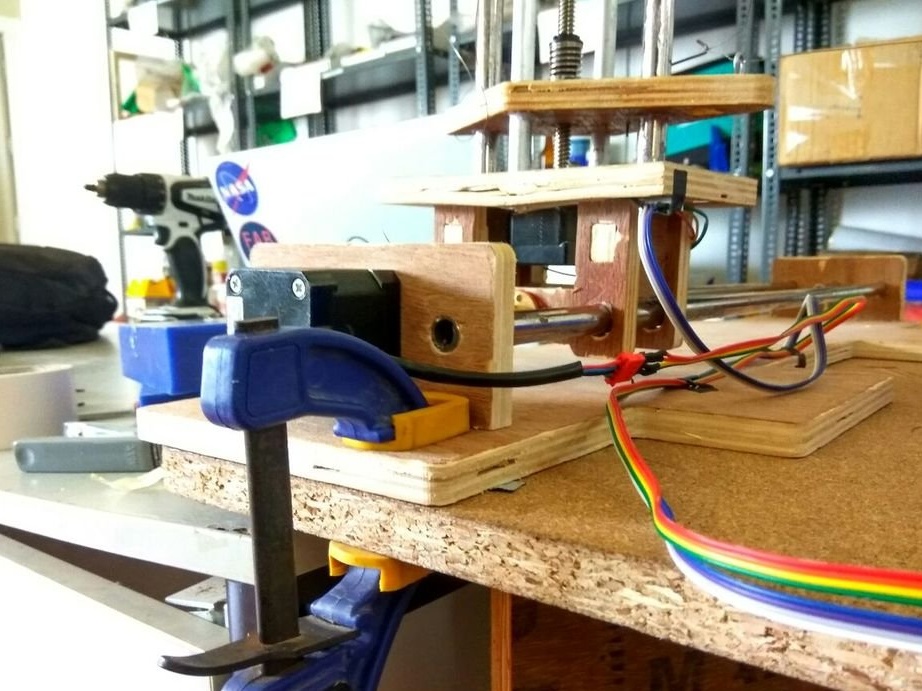
בורג ההינע מחובר למנוע צעד באמצעות צימוד גמיש. זה עוזר בכל יישור שגוי קל של הפיר והברגה. לזקוף יש מנוע צעד עם בורג מוביל מוביל, אותו ניתן לרכוש או להחליף במנוע צעד מצמד רגיל.
שני עמדות המכונה זהות. בבסיס יש מקום לחיבור המכונה לשולחן העבודה.


הערה כשמשתמשים במסבים רגילים, תלוי בחומר, יכולה להופיע תופעה שנקראת "דבק והחלקה". זה עשוי לגרום לתנועה להיות לא אחידה ולגרום לרטט. זה יכול גם להוביל לסתימה, וכתוצאה מכך עומסים מוגזמים ודרגות מדלגות בעת שימוש במנוע צעד.
Foamcutter_base.dxf
שלב שלישי: חבר אלקטרוניקה
השלב הבא הוא לחבר את האלקטרוניקה, להזיז את המנועים ולהקים את המכונה. ישנם 4 מנועי צעד שצריכים להיות מחוברים לפלטפורמת הרמפות. יש להניח חוטים עד הסוף כדי להבטיח תנועת צירים מספקת.
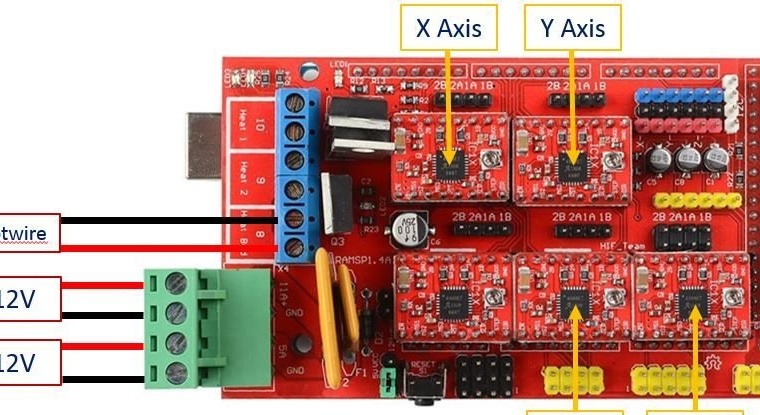
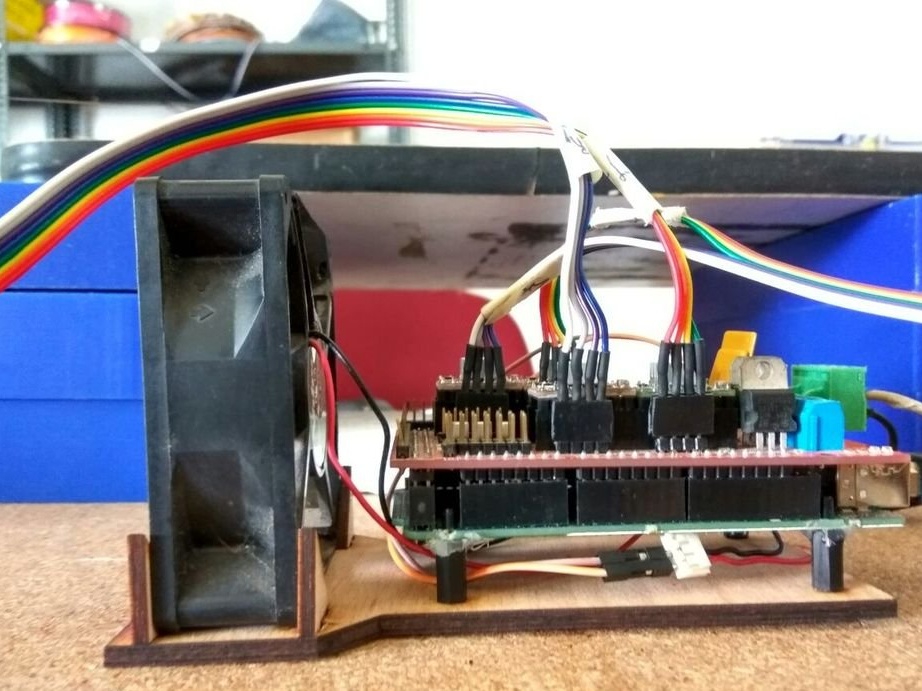
כל החיווט מחובר ללוח הרמפות, שהוא מסך CNC עבור ה- Arduino Mega2560. רמפה יכולה לתמוך בעד 5 נהגי מנוע צעד כמו A4988. המאסטר משתמש במנועי Nema 17.
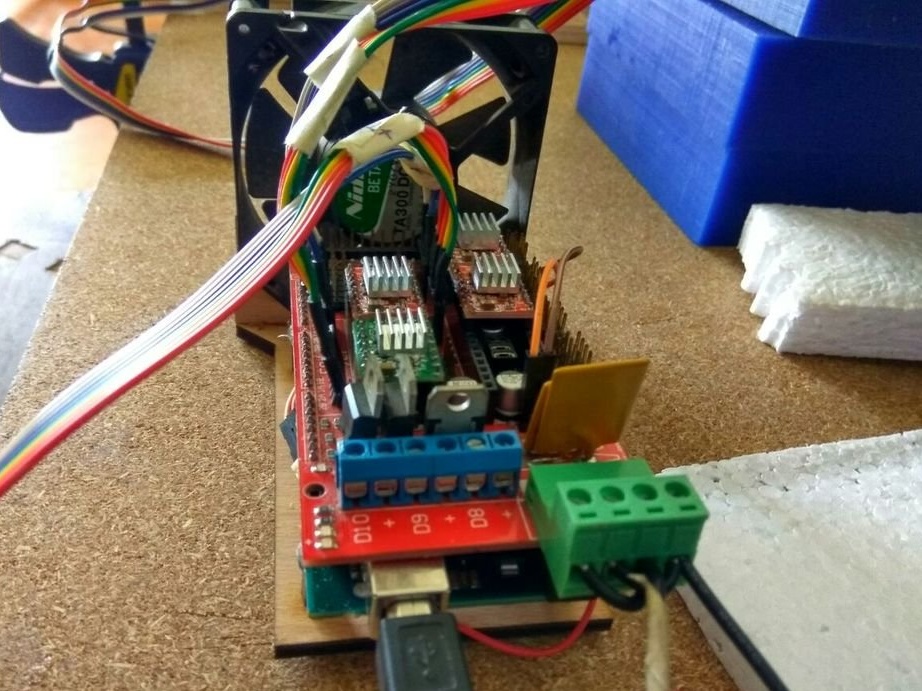
לפני ההתקנה על לוח רמפות, וודאו כי שבב A4988 מכוון כהלכה. כל מנוע צעד יכול למשוך עד 2 A, נהגי מנוע צעד מצוידים ברדיאטורים לפיזור חום. ללוח יש גם MOSFET 11A לבקרת טמפרטורת החוט המחובר לפין D8. כל רכיבי הלוח מחוממים, וודאו כי הקירור הנכון מובטח.
כאשר המערכת מופעלת, מנועי הצעדים ממשיכים למשוך זרם כדי לשמור על מיקום החזקה. רכיבים כמו דרייברים ומנהלי MOSFET יכולים להתחמם מאוד במהלך הפעולה. אל תשתמש ברמפות ללא קירור פעיל.
המאסטר גזר את הלייזר את הבסיס לארדואינו ורמפות וחיבר מאוורר 12 וולט כדי לספק קירור פעיל ללוח.
שלב רביעי: התקנה
יש להגדיר כל CNC בצורה נכונה לפני תחילת העבודה. מכיוון שמנועי צעד משמשים במערכת לולאה פתוחה (ללא משוב), עליכם לדעת עד לאן תעבור הגררה עם כל מהפכה של מנוע הצעדים. זה תלוי במספר הצעדים לכל מהפכה של המנוע, בגובה הציר וברמת המעבר המיקרו שמשתמשים בו.
step_per_mm = (motor_steps_per_rev * driver_microstep) / thread_pitchהוא משתמש במנוע צעד בגובה 200 סל"ד. מונע על ידי נהג A4988 במהירות 1/16 מיקרוסקופ, עם בורג מוביל במרווחים של 2 מ"מ.
צעדים_פר_ממ = (200 * 16) / 2 = 1600הבורג בו השתמש המאסטר היה דו צדדי, כך שהערך יהיה מחצית מהמצוין לעיל, כלומר "800". אם הבורג הוא ארבעה שלבים, הערך יהיה רבע מהאמור לעיל.
לאחר הברקה של מגה 2560 עם קובץ Grbl8c2MegaRamps, פתח את צג היציאה הסדרתית והזן "$$" כדי לגשת לחלונית ההגדרות של Grbl. לשינוי ערך כלשהו, הזן מספר $ = ערך. לדוגמא, $ 0 = 100 לאחר הגדרת ההתקן, וודא שהמכשיר מעביר את הערך המדויק כמוצג בבקר.
שלב חמישי: Nichrome
בכדי לחתוך את הקצף, אתם זקוקים לחוט העשוי מחומר מתאים שיכול לעמוד בחימום ויהיה לו אותה טמפרטורה לאורך כל הדרך.
Nichrome הוא חומר מתאים. עדיף להשתמש בחוט דק ככל האפשר כדי להפחית חריצים במהלך החיתוך ולהבטיח קווי חתך נקיים. ככלל, ככל שהחוט ארוך יותר, כך המתח שיש להפעיל גדול יותר, והחוט עבה יותר.
השלב הבא הוא לחבר את חוט הניכרום למכונה. מכיוון שיש לנו 4 צירים עצמאיים, איננו יכולים פשוט להצמיד את שני קצוות החוט לתומכים.החוט צריך להיות מוארך במידה מסוימת, באמצעות קפיץ, או באמצעות משקל המחובר לקצוות.
ניתן להפעיל מתח קבוע על החוט באמצעות קפיץ בעוצמה קבועה או במשקל תלוי בסוף. דרך זולה להשיג קפיץ בעוצמה מתמדת היא להשתמש סלילי תעודת זהות.

שלב שישי: יצירת תוכנה ו- G-Code
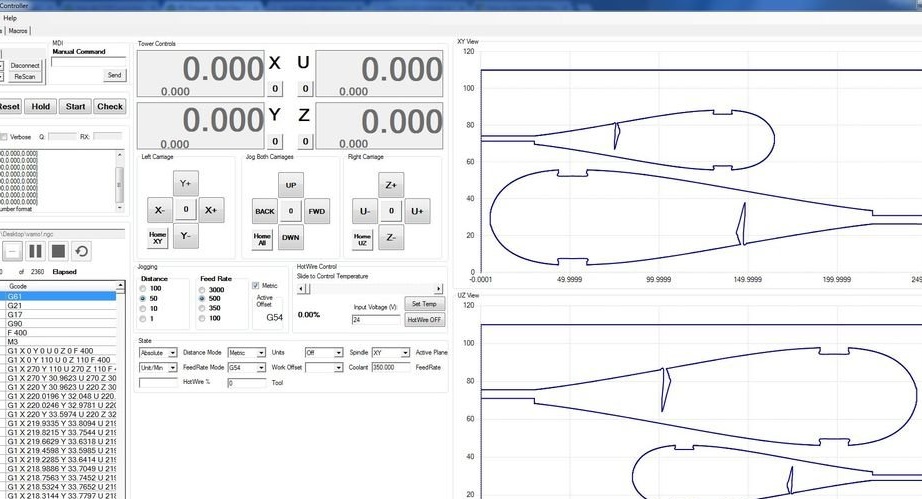
בקר Grw Hotwire
האשף משתמש בלוח הבקרה Grbl, שפותח על ידי גאררט ויסר, שהותאם לחיתוך על ידי Hotwire על ידי דניאל ראסיו. ללוח בקרת מצב עצמאית לכל הצירים. יש גם כלי הדמיה, גרף "Gcode" והיכולת לשמור מאקרו משלך. ניתן לשלוט על טמפרטורת ה- Hotwire באמצעות M3 / M5 להפעלה / כיבוי ובפקודת S "xxx" להגדרת מתח הפלט, באופן ידני או באמצעות סרגל הגלילה בתוכנה. יש לחבר את החוט החם לפלט "D8" ולהפעיל אותו על ידי מקור כוח המחובר לכניסה "11A" בצומת הקווים.
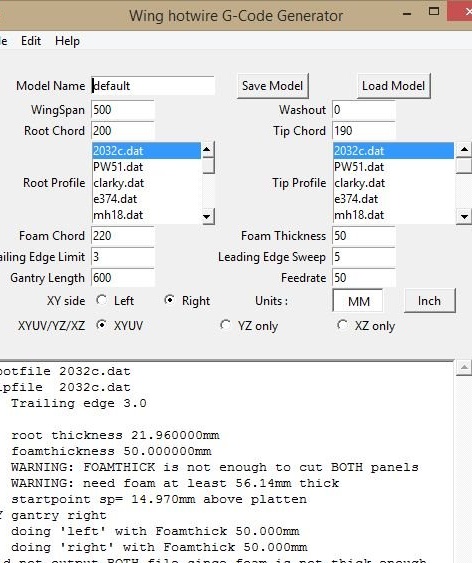
מחולל G-code כנף
מחולל G-code כנף היא תוכנית לייצור קוד ה- XYUV לחיתוך חם של כנפי דגם מטוס. זה פועל על Python 2.7 ויכול גם להשתלב בממשק הציר LinuxCNC. יש גם גרסה מקוונת. זה מאפשר לך להזין פרמטרים שונים של הכנף. יש מסד נתונים של פרופילים אווירודינמיים בפורמט .dat. ניתן לייבא פרופילים חדשים באותה צורה.
תוכנה זו קלה לשימוש ותומכת בהנחת הכנפיים על אותה פיסת קצף כדי לחסוך חומר. ניתן לשלוח את קוד ה- G הפלט למחשב דרך בקר Grbl.
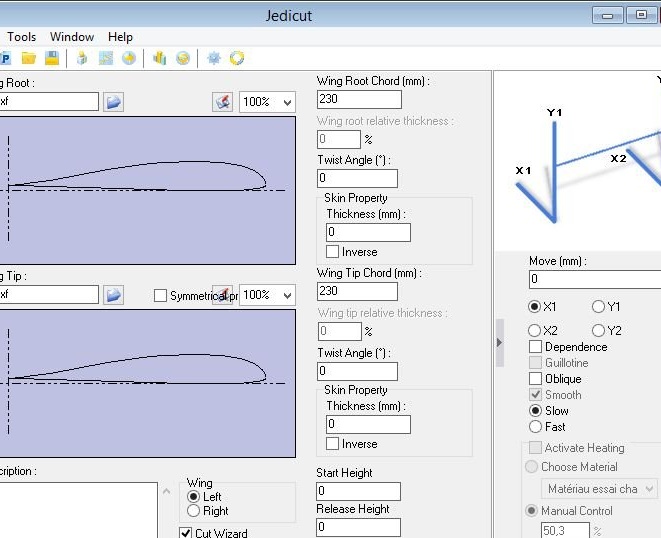
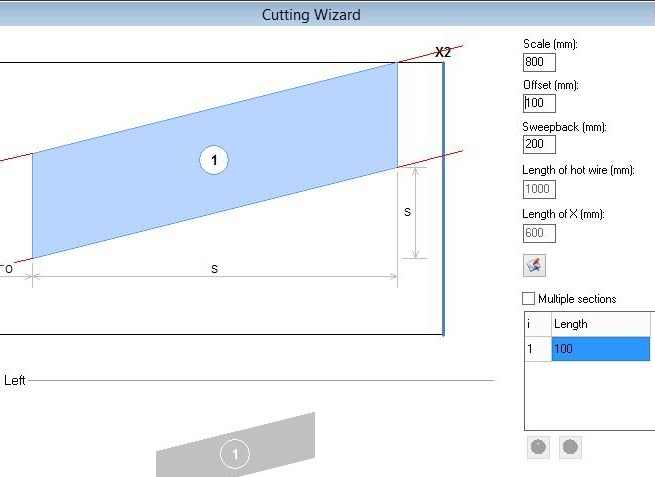
2.4 ג'דיקוט
ג'דיקוט - זוהי תוכנית מגניבה שיכולה לבצע גם CAD / CAM וגם לבצע את הפונקציות של בקר מכונה. יש גם תוסף לייצור קוד G. זו לא התוכנית הקלה ביותר להגדרת תצורה. חלק מהאפשרויות והודעות השגיאה הן בצרפתית, אך אם אתה עובד איתה זמן מה אתה יכול לגרום לזה לעבוד.
קוד ה- G של ווינג מייצר קודי G במצב מוחלט, הפועל ב- Grbl ללא בעיות, אך ג'דיקוט מייצרת קוד G במצב מצטבר. לאדון היו קשיים בהתחלה הראשונה, כשהמכונית פשוט התקדמה קדימה ואחורה. אם זה קורה, ערוך את קוד ה- G בכדי להסיר שורות מיותרות בכותרת העליונה.
גם קוד ה- Wing G וגם Jedicut מייצרים קוד G עם כמה קודי Grbl שלא נתמכים בכותרת. הבקר יופיע על הצג כאשר מתרחשות שגיאות כאלה. ערוך את קוד G ומחק את שורות הקוד המיותרות.
קודי G עובדים עם שתי התוכניות כלולים, השתמש בהם כדי לבדוק את הבקר.
Jedicut.rar
winggcode.rar
שלב שביעי: קביעת קצב הזנה וטמפרטורה
שלא כמו טחינה רגילה, חיתוך חוטים על ידי התכה קצף. כאשר החוט נשאר במצב אחד למשך זמן מה, החומר שמסביב ממשיך להמיס. זה מגדיל את חריץ החיתוך וגורם לאי דיוקים בגודלו. ישנם שני משתנים המשפיעים על רוחב החיתוך.
קיצוץ קצב ההזנה.
טמפרטורת החוט.
קצב הזנת החיתוך הוא המהירות בה חוט החוט דרך החומר, רצוי במ"מ / דקה. ככל שהמהירות גבוהה יותר, כך החריץ קטן יותר, אך הטמפרטורה הנדרשת גבוהה יותר, כמו גם המתח בחוט צריך להיות מספיק. מהירויות התחלה טובות הן בין 350 ל 500 מ"מ / דקה.
טמפרטורת החוט צריכה להיות מעט גבוהה יותר מטמפרטורת ההיתוך של הקצף. הטמפרטורה נשלטת על ידי הזרם הזורם דרך החוט.
יש תוכנה המאפשרת לשלוט ב- PWM בחוט לחמם אותו ברגעים הנכונים על מנת לייעל את קצב הזנת החיתוך. טמפרטורת החוט נקבעת על ידי ריבוע הזמנים הנוכחי של ההתנגדות.
יש מיוחד מחשבוןשם תוכלו לבצע את כל החישובים הנדרשים.
שלב שמונה: פעולת מכונה
התהליך מתחיל בעיצוב שיוצא כקובץ DXF. לאחר מכן מיובא קובץ זה לתוכנת CAM ויוצא כקוד G. המכונה מופעלת ומכויל. החומר מונח על ספסל עבודה ומיקום ההתחלה מוגדר. הרץ את קובץ ה- G ולראות כיצד המכשיר עושה את כל העבודה בשבילך.
לדברי המאסטר, המכונה קלה לייצור ומקלה על עבודתם של דגמי מטוסים.




בסרטון שלהלן תוכלו לראות דוגמא למכונה.