

מוצע לשקול אפשרות ייצור. אלקטרוני בקר מהירות למנוע DC עם מתח הפעלה של 24 וולט.
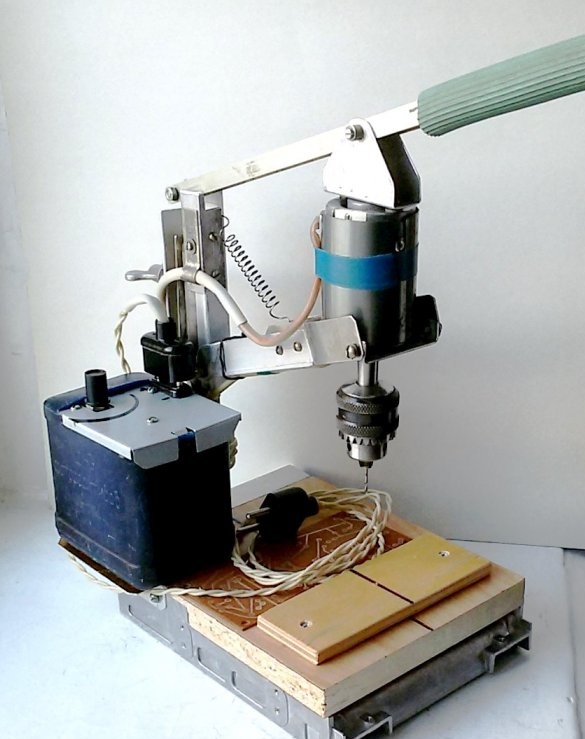
התכנון המוצע של בקר מהירות המנוע נועד לשנות את מהירות הסיבוב של הכלי במכונת קידוח, אשר ייצורו מתואר בהערה "מכונת קידוח - מעוין". עם זאת, ניתן להשתמש במכשיר זה לבקרת חשמל בעיצובים אחרים.
הצורך בהתאמת מהפכות כלי נגרם מהסיבות הבאות. שינוי החומר המעובד, הקוטר וסוג הכלי דורש שינוי במהירות החיתוך. לדוגמה, קידוח פרספקס או פלסטיקה תרמופלסטית כלשהי, בתנאים אופטימליים לקידוח מתכת, יביא רק להתכה של החומר המעובד באזור החיתוך והדבקתו לקדחה. קידוח, הקצפה ושקיעה של אותו חור מחייבים גם הם מהפכות שונות לטיפול פנים איכותי. הגדלת קוטר המקדחה דורשת ירידה פרופורציונלית במספר המהפכות. בנוסף, לעיתים יש צורך בהיפוך כיוון הסיבוב של הכלי. לצורך מילוי אלמנטרי של תנאים אלה, מוצע לייצר בקר מהירות אלקטרוני.
ביצוע בקרת מהירות המנוע.
1. נתוני המקור.
בדוגמה זו, מנוע DC וולט (0.7A) משמש במכונת קידוח.

להפעלת מנוע חשמלי זה יש צורך במקור כוח מתאים.
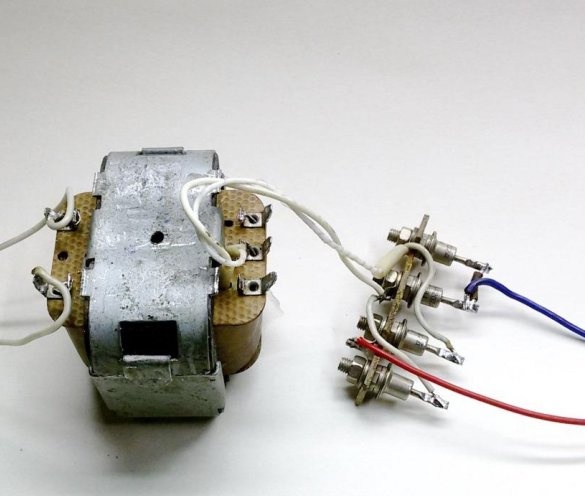
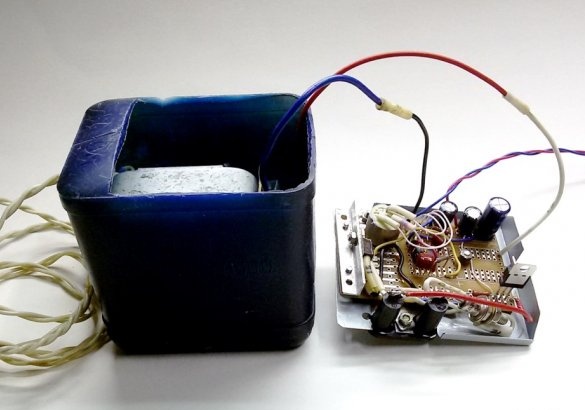
ניתן לספק את המתח והזרם הנדרש להפעלת המנוע על ידי שנאי סריקה אנכי TVK-110L-1, שנלקח מטלוויזיה ישנה. יש לו ממדים קטנים ומסה (ШЛ 20 х 32) ומתוך התפתל המשני הוא מסוגל לייצר זרם של 1 A עם מתח של 22 ... 24 V. במקרה זה, המתח המתוקן יהיה בערך 30 וולט, אך עם עלייה בצריכת הזרם, מתח היציאה יקטן מעט.

2. ייצור מיישר.
מאחר ובלימה חדה אפשרית של כלי העיבוד, סביר להניח כי קפיצי זרם הנצרך על ידי המנוע עד 1.5 ... 2.0 A, עבור המיישר המיוצר יש צורך להשתמש בדיודות עם גבול מגבלת הזרם. רצוי להשתמש בדיודות עם מתח הפעלה של יותר מ -30 וולט וזרם הגבלה של יותר מ- 2.0A.
בגרסה הנחשבת של הרגולטור משתמשים בדיודות KD202D האופטימליות (200V - 5.0A), הנמצאות בהישג יד.
מהדיודות שנבחרו, נרכיב מיישר גשר ונחבר אותו לסלילה המשנית של השנאי. אנו מעבירים את השנאי מהחשמל ובודקים את מתח היציאה.
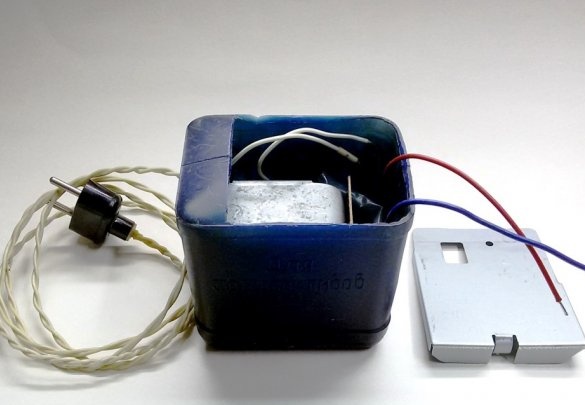
3. הכנת תיק למכשיר.
הגיע הזמן למקם את החלק החשמלי של בקר המהירות. האפשרויות הבאות אפשריות. במקרה נפרד שאינו תלוי במכונה, במקרה המותקן באופן קבוע במכונה, ומשולב גם במבנה המכונה (למשל בטבלת המכונות).
מכיוון שהתכנון המוצע הוא ווסת חשמל למכשירים שונים, תוך התחשבות בסיכויי השימוש האפשריים בהמשך, רצוי לייצר מכשיר זה במארז נייד נפרד. ייצור או רכישה של מארז מתאים יהיה תלוי ברצונותיך וביכולות שלך. כאופציה, נעשה שימוש בבקבוק פלסטיק מכימיקלים בממדים הכוללים 90 x 70 על 90 מ"מ בעיצוב המדובר.
המכולה חתכה חלקית את החלק העליון. החלון שהתקבל נסגר עם לוח דקורטיבי העשוי מפלדת מתכת בעובי של 0.4 מ"מ. הצלעות הנוצרות לאחר כיפוף משלושה צידי המדפים שעל החומר מעניקות ללוח קשיחות מספקת לעבודה. כאשר הוא מותקן במבנה, הפאנל מעניק לחוסן גם כוח נוסף. הפאנל מצויד בשקע למתח היציאה, ווסת כוח, לוח עם מעגל אלקטרוני (תחתון).
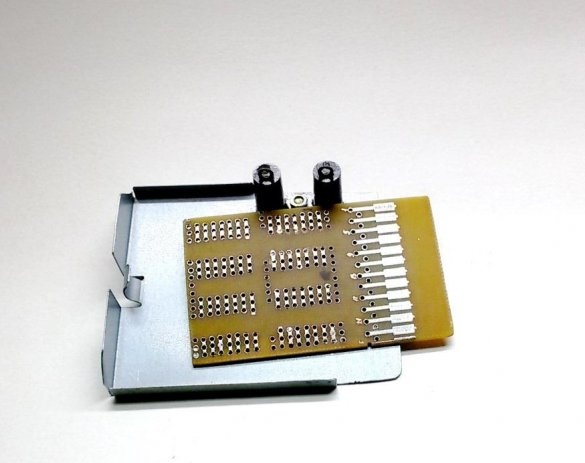
בהתאם לגודל החלון בתיק, מלוח המעגל האוניברסלי נחתך לוח עבודה כדי להכיל את המעגל האלקטרוני של הבקר.
4. המעגל החשמלי של הרגולטור.
באינטרנט תוכלו למצוא אפשרויות רבות למעגלים לוויסות המהירות של מנוע DC. המעגלים הפשוטים והיציבים ביותר מבוססים על טיימר NE555. הם דורשים מינימום של רכיבים, למעשה אין צורך להגדיר אותם והם מורכבים במהירות. לכן, לא נשאף למקוריות, נבצע בקר מהירות אלקטרוני המבוסס על מעגל גנרטורים מוכח עם טיימר NE555, על פי האיור שלהלן.
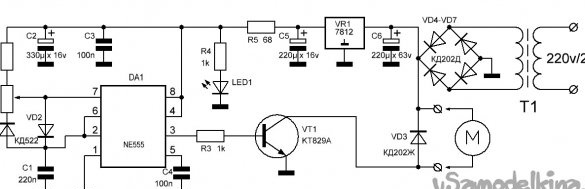
מעגל הבקר מבוסס על DA1 - טיימר משולב מיובא NE555 (אנלוגי מקומי - KR1006VI1). העיצוב של הטיימר הוא מעגל משולב רב תכליתי (IC). משתמשים בו לרוב במכשירים שונים (אלקטרוניקה, טכנולוגיית מחשבים, אוטומציה). המטרה העיקרית של טיימר זה היא לייצר קטניות עם טווח גדול של תקופת החזרה (ממיקרו-שניות למספר שעות).
מעגל הבקר הנתון בטיימר NE555 מאפשר לך לשלוט על מהירות המנוע באמצעות אפנון רוחב דופק (PWM).
בשיטה זו, מתח האספקה למנוע מסופק בצורה של פולסים עם קצב חזרה קבוע, אך יחד עם זאת ניתן לשלוט על משך הזמן שלהם (רוחב הדופק). בשיטת בקרה זו, העוצמה המועברת ומהירות המנוע יהיו פרופורציונליות למשך הדופק (מחזור התפקיד של אות PWM - היחס בין משך הדופק לתקופה שלו).
עקרון הפעולה של מחולל האותות PWM במעבר NE555 מתואר שוב ושוב ובפירוט בפרסומים הרלוונטיים, אותם ניתן למצוא באינטרנט.
מחולל הרגולטור פועל בתדר של כ- 500 הרץ. תדירותו תלויה בקיבול הקבל C1. משך הדופק יווסת על ידי נגן R2 משתנה. האותות מפלט מחולל האותים PWM, דרך המגבר הנוכחי בטרנזיסטור VT1, שולטים במנוע המכונה. על ידי הגדלת רוחב הדופק החיובי הנכנס לבסיס הטרנזיסטור VT1, אנו מגדילים את הכוח המסופק למנוע DC ולהיפך.ניתן לשנות את משך הדופק, ולכן את מהירות המנוע, בטווח שבין 0 ל- 95 ... 98%.
הפוך את כיוון הסיבוב של הכלי יכול להיעשות באמצעות מתג המיתוג המותקן בלוח. אך כדי לפשט את העיצוב, פונקציה זו מבוצעת על ידי סיבוב התקע (החלפת מוט) בשקע בלוח.
במקום הטרנזיסטור n-p-n מורכב KT 829A, ניתן להשתמש בטרנזיסטור אפקט שדה או מצמד אופטי של הכוח המקביל.
הרגולטור יופעל מרשת 220 וולט ויהיה יציאת 24 וולט מוסדרת על ידי כוח. מתח האספקה של טיימר NE555 צריך להיות בטווח של 5 ... 16 וולט, במעגל זה יעבוד ממתח יציב של 12 וולט. מעגל בקר זה יכול לעבוד גם ממקור כוח אחר בתוך 24 ... 30 V.
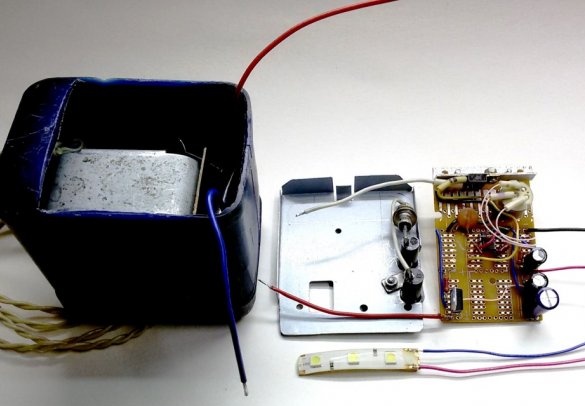
5. הסט המלא של המכשיר.
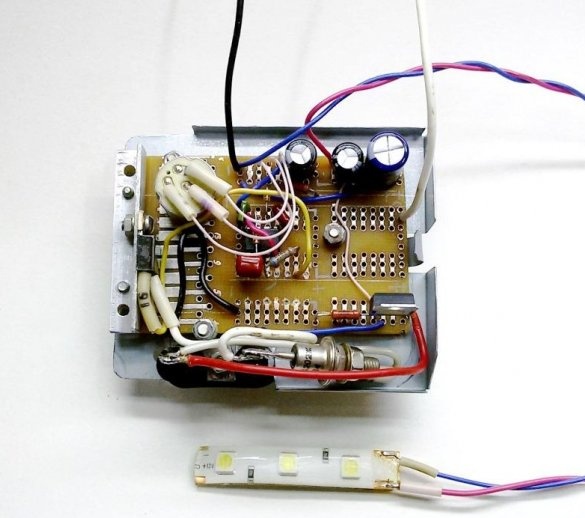
אנו משלימים את המכשיר עם חלקים בהתאם לתרשים לעיל. טרנזיסטור הפלט VT1 והמייצב VR1 מותקנים על רדיאטורים קטנים. בעיצוב הנתון הם עשויים פינת אלומיניום.
6. בדיקת פעולת מעגל הגנרטור.
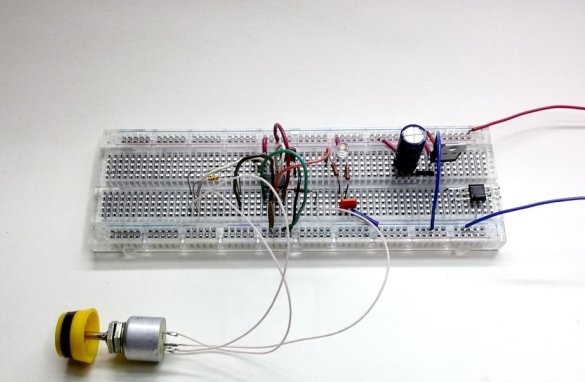
באינטרנט יש הרבה גרסאות דומות של מעגל הגנרטור על טיימר NE555, אך הערכים של חלקים במעגלים שונים נבדלים בעשרות ומאות פעמים. לכן, כדי לפשט את הייצור והניפוי של מעגל עבודה רצוי להרכיב אותו מראש על גבי מעגל אוניברסלי.
אנו אוספים את מעגל הגנרטור. לפלט הטיימר (פין 3), אנו מחברים את בסיס הטרנזיסטור n-p-n KT315. במעגל הקולט שלו אנו מדליקים את נורית החיווי דרך מתנגד מגביל 1kΩ. הפולט מחובר למעגל מינוס. אנו מזינים את מעגל הגנרטור מאספקת חשמל מייצבת 12 וולט. בבחירת ערכי החלקים אנו שולטים בפעולה הנכונה של הגנרטור בזוהר הנורית.
ניתן להתקין את נורית הבקרה ישירות לפלט הטיימר (פין 3), אך קחו בחשבון כי טיימר NE555 בעל זרם פלט של עד 200 mA. אנלוגי מקומי קרוב KR1006VI1 מאפשר זרם תפוקה של עד 100 mA.
7. התקנת מעגל בקר המהירות.
אנו מבצעים את פריסת הלוח - אנו ממקמים את החלקים על הרדיאטורים, נגד בקרת מהירות משתנה, קבלים אלקטרוליטיים. אנו מקדחים חורים בלוח לצורך הרכבה של חלקים והתקנת הלוח בלוח ההתקן. אנו מבצעים את התקנת מעגל הרגולטור על לוח העבודה.
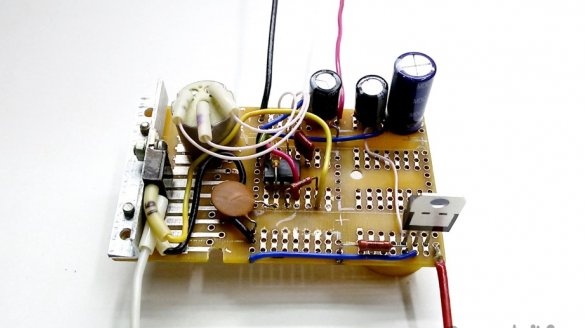
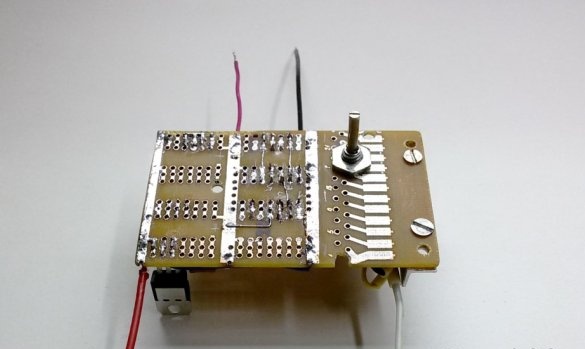

8. הרכבת רגולטור מהירות המנוע.
אנו אוספים את כל הצמתים של בקר המהירות. אנו מקבעים את הלוח בלוח ההתקן באמצעות אטם PCB דק כדי לבודד את אנשי הקשר מלוח המתכת. יציאת הרגולטור מחוברת לשקע הממוקם בלוח. כמו כן, למסופים שלו, בכיוון ההפוך, אנו מלחמים את דיודת VD3. זה יהיה להרגיע את פעימות האינדוקציה העצמית של המנוע המתפתל. דיודה זו חייבת לעמוד במתח פעולה וזרם של לפחות פעמיים מביצועי המנוע.
תפקיד מחוון פעולת הרגולטור יבוצע על ידי אלמנט אחד ברצועת LED LED, במתח של 12 וולט. הניחו (הדבקו) אותו על כתף תושבת המנוע, מעל צ’אק המקדחה, לשם סימון להארת אזור הטיפול.


9. סיום העיצוב של מכונת הקידוח.
העבודה על המכונה המיוצרת הראתה את הצורך בשכלול מסוים של העיצוב שלה.
צלחת נוספת מותקנת מתחת לבורג ההדבקה בגובה, המאפשרת לכם להפיץ את לחץ ההידוק על שטח גדול, למנוע חסימה ולהקל על החלקה של בסיס ההשעיה במעמד המכונה.
על פי הצעת הפרשן לבקרת המיקום האופטימלי של הכלי ביחס לחומר העבודה, נעשתה התקנה מתכווננת. הוא מורכב בחלקו העליון של בסיס ההשעיה ומשמש מעצור לזרוע המתלה העליונה. הדגש מותאם כך שצ'אק המקדחה וזרועות המתלה לא יוכלו לרדת מתחת ל -2 מ"מ מקו האפס. במצב העצירה, מקדחה מותקנת בצ'אק עד שהיא נוגעת בשולחן המכונה.כך שהוא יעבוד אוטומטית באזור האופטימלי של 4 מ"מ, עם תזוזה לרוחב מינימאלית של 0.01 מ"מ.

